Vật Liệu, Công Cụ Thông Dụng Để Sửa Chữa, Quấn Lại Máy Điện
Hôm nay Máy Bơm Nước Thuận Phú Group sẽ chia sẻ đến các bạn những vật liệu, công cụ thông dụng để sửa chữa, quấn lại motor điện, từ việc lựa chọn dây dẫn để quấn mô tơ điện, cho đến chọn dầu mỡ, chọn que hàn,… như thế nào cho đúng với yêu cầu kỹ thuật.
Cách chọn dây điện từ để quấn motor điện
Khi sửa chữa thay thế bất kể một mô tơ điện nào, tốt nhất là lấy mẫu thật không thiếu những số liệu : quy cách quấn dây, khối lượng, số vòng, đặc thù cách điện, cách đấu dây, … Quấn lại đúng như cũ, máy sẽ quản lý và vận hành bảo đảm an toàn, bảo vệ những tiêu chuẩn kỹ thuật cảu nhà sản xuất .
Thực tế thị trường hiện nay thường có 3 loại dây: dây tròn – dây dẹt – dây cáp.
- Dây tròn được bọc cách điện bên ngoài bằng sợi bông, lụa, tơ thủy tinh hoặc men cách điện được gọi là dây điện từ.
- Dây dẹt và dây cáp chủ yếu được bọc bằng hai lần sợi, một lần giấy và một lần sợi hoặc bọc tơ thủy tinh, cũng có loại để trần, khi quấn vào máy điện: rô to động cơ, cuộn dây hạ áp của máy biến thế, máy hàn điện,…mới lót bìa cách điện.
1. Ký hiệu dây quấn cho máy điện
Dây quấn máy điện thường dùng đồng điện phân, mềm, điện trở nhỏ ( ở quốc tế còn dùng dây điện từ lõi nhôm ). Dự trù dây quấn gồm có 3 nhu yếu :
- Ký hiệu và quy cách dây.
- Kích thước dây.
- Trọng lượng dây cần có để quấn vào máy.
Tùy theo từng kiểu motor điện, nhiệt độ thao tác, cấp cách điện mà chọn ký hiệu dây cho tương thích .
Dây quấn do Liên Xô cũ sản xuất có nhiều cấp cách điện khác nhau được phân loại theo độ bền nhiệt để quấn vào máy, có nhiệt độ thao tác từ 900C ( cấp Y ) tới 1800C ( cấp H ) .
Sửa chữa máy điện ở nước ta lúc bấy giờ khá thông dụng là dùng dây quấn cho máy điện cấp A, nhiệt độ thao tác tối đa 1050C, thường chọn dây quấn ký hiệu :
- ΠBд là dây bọc hai lớp sợi bông, dây tròn cỡ từ 0,38 – 5,2mm.
Dây dẹt : a = 0,9 – 5,5 mm
b = 1,2 – 1,5 mm
- ΠЭд – 2 là dây men 2 lớp gốc hắc ín – đầu dây thường dùng cho máy điện, điện áp thấp ở nhóm điện ô tô, máy kéo,…
- Những máy điện cấp B rất thích hợp với khí hậu nóng ẩm ở nước ta, nhiệt độ làm việc tối đa 1100C ~ 1250C có thể dùng các loại dây ký hiệu:
ΠЭB-2 là dây men hai lớp có độ bền cao, gốc hóa học, ΠЭ TB là dây men tăng cường gốc polieste .
- Những máy điện phải làm việc trong điều kiện khắc nghiệt, những rô to có cổ góp quay với tốc độ cao 5000 ~ 15000 vòng/phút (máy cắt, máy mài, máy chà nhám,…) phải quấn bằng dây men hai lớp ký hiệu ΠЭ TB-2.
- Cũng có thể dùng dây men có bọc một lần lụa, tơ thủy tinh ký hiệu ΠЭд, WKO (cấp A) hoặc ΠCдT (cấp B) rồi tẩm sấy bằng sơn cách điện chịu nhiệt để dây bám chặt lại với nhau đảm bảo độ bền cơ và độ bền nhiệt.
- Các loại dây men này thường có các cỡ d = 0,02 – 2,44mm.
Hiện nay trên thị trường có bán dây điện từ Nước Ta, dây điện từ Nước Hàn ký hiệu PEW chất lượng tương tự dây ΠЭB .
Xem thêm:
2. Kích thước dây quấn
Dây đồng tròn là loại thông dụng nhất để quấn những máy điện nhỏ và trung bình, có những cỡ từ 0,02 ~ 5,2 mm .
Dây quấn cho stato động cơ thường chỉ dùng dây điện từ dưới 2 mm ; máy cần cỡ dây lớn hơn thường lấy nhiều dây nhỏ quấn song song để dễ làm, cuộn dây tản nhiệt nhanh, máy chạy mát và tốt hơn quấn bằng một sợi dây to cùng tiết diện .
Người ta thường quấn song song từ 4 đến 6 sợi là nhiều, trên cỡ này thì dùng dây vuông, dây dẹt, thanh đồng hoặc dây cáp tạo thành cuộn dây cứng .
Trong sửa chữa thay thế thường không có đủ những cỡ dây đường kính khác nhau, từ nhỏ đến lớn để lựa chọn .
Vậy phải xử lý yếu tố này như thế nào ? Quấn dây to hơn hay nhỏ hơn một chút ít có được không ?
Nói chung nếu động cơ phải thao tác ở hiệu suất định mức không được quấn dây nhỏ hơn cũ vì như vậy tỷ lệ dòng điện qua dây sẽ cao hơn phong cách thiết kế. Động cơ đã quấn lại sẽ không đủ năng lực để thao tác với hiệu suất định mức nên khi kéo tải nó sẽ nóng quá mức, độ bền giảm dễ cháy, thực tiễn sai số chỉ được cho phép giảm từ 2 % đến 3 % so với tiết diện dây cũ .
Motor máy bơm nước, máy hàn, quạt điện khi sửa chữa thay thế không có dây đúng cỡ thì dùng dây to hơn một cấp sẽ tốt hơn nhưng cần chú ý quan tâm khi thay dây to hay nhỏ hơn một cấp đều không được tăng hoặc giảm số vòng dây đã quấn cũ vì :
- Nếu tăng vòng dây thì dầy, khó quấn, làm dây dễ bị chạm chập, máy chạy yếu đi.
- Nếu giảm vòng dây thì sẽ làm dòng điện không tải tăng, cos φ giảm, tổn hao trong lõi thép tăng, máy bị nóng và dễ cháy.
3. Thay thế cỡ dây để quấn máy điện
Khi công có dây đúng cỡ thì cách xử lý tốt nhất là dùng 2 ~ 3 dây nhỏ để quấn song song với nhau hoặc vẫn quấn bằng một dây đơn nhưng stato được nối song song thành 2 ~ 3 nhánh ( stato phải có những bin, ở những nhánh bằng nhau ). Trường hợp máy đã quấn song song ( hoặc có hai nhánh song song ) thì dùng dây to hơn nhưng đấu tiếp nối đuôi nhau ( tất yếu dây to này phải lọt được qua khe xuống rãnh ) .
Vấn đề cơ bản là tiết diện của dây sau khi biến hóa phải bằng với tiết diện cũ. Khi quấn song song những sợi phải quấn cùng một lúc lên khuôn để chúng có chiều dài bằng nhau .
Ví dụ : Motor điện DK 42-4 ; U = 220V / 380V ; P = 2,8 kW
Thiết kế cũ dùng dây 1,2 mm, nhưng thị trường chỉ có dây cỡ nhỏ. Vậy phải mua loại dây nào để thay thế sửa chữa ?
- Quấn hai dây song song, tính nhanh theo công thức:
dm = 0,7 dc ( 4-1 )
- Quấn ba dây song song thì tính nhanh theo công thức:
dm = 0,6 dc ( 4-2 )
Vậy nếu quấn hai dây song song thì mua dây cỡ ( công thức 4-1 ) :
dm = 0,7 x 1,2 = 0,84 mm quy về dây tiêu chuẩn 0,85 mm .
Trường hợp này cũng hoàn toàn có thể chỉ quấn một dây đơn 0,85 mm nhưng mỗi pha ở stato đấu thành hai nhánh song song ( a = 2 ) .
- Cũng có thể quấn 3 dây song song và mua cỡ dây quấn theo công thức 4-2:
dm = 0,6 x 1,2 = 0,72 mm
Nếu dùng bảng 13 để tra đúng mực :
Đối chiếu dm = 1,2 thì Sc = 1,131 mm2 .
Quấn hai dây song song sẽ có Sm = 1,131 / 2 = 0,5655 mm2
Từ ô Sm = 0,5655 sẽ tìm được đường kính của dây cần phải mua để sửa chữa thay thế là dm = 0,85 mm ( S = 0,567 ) .
Quấn ba dây song song sẽ có Sm = 1,131 / 3 = 0,377 mm2
Từ ô Sm = 0,377 sẽ tìm được đường kính của dây cần phải mua để sửa chữa thay thế là dm = 0,69 mm ( S = 0,374 ) .
Từ cách tính nhanh theo công thức đến chiêu thức dùng bảng đều cho cỡ dây thay thế sửa chữa tựa như như nhau. Vậy hoàn toàn có thể mua dây mới cỡ d = 0,85 mm hoặc d = 0,69 ~ 0,72 mm để thay dây cũ d = 1,2 mm .
Xem thêm:
4. Tính trọng lượng dây quấn (chưa kể cách điện)
Khi đã chọn được cỡ dây, còn cần phải biết khối lượng dây quấn bao nhiêu để mua cho sát .
Có thể đo lường và thống kê để tìm ra đáp số nhưng cách làm trong thực tiễn và đơn thuần là địa thế căn cứ vào khuôn quấn dây, đo khuôn để biết được chiều dài trung bình một vòng dây rồi từ đó nhân với tổng số vòng dây quấn của 3 pha stato để tìm chiều dài dây cần phải mua .
Dùng những công thức sau đây để tính khối lượng dây :
- Trọng lượng dây đồng tròn: G(g/m) = 7d2 (4-3)
- Trọng lượng dây đồng dẹt: G(g/m) = 8,9 x S (4-4)
- Trọng lượng dây cáp đồng: G(g/m) = 9,3 x S (4×5)
Trong đó:
G : khối lượng 1 mét tính bằng gram .
d : đường kính dây tính bằng mm .
S : tiết diện dây tính bằng mm2 .
Ví dụ 1:
Motor điện 3 pha ĐK 42-4 220V / 380V .
Công suất : 2,8 kW, z = 36. Quấn đồng khuôn, stato phải quấn 18 bin, mỗi bin w = 36 vòng .
Dây quấn ( ΠBд ) cách điện hai lần sợi d = 1,2 mm .
Chiều dài mỗi vòng dây đo theo khuôn là 0,55 m .
Vậy chiều dài dây quấn cần phải mua :
l = 18 x 36 x 0,55 = 356,4 m
Trọng lượng mỗi mét dây d = 1,2 ( công thức 4-3 ) là :
G / m = 7 x 1,2 x 1,2 = 10,08 g
Trọng lượng hàng loạt dây quấn động cơ :
G = 356,4 x 10,8 = 3,6 kg
Sau khi tính được G thì cộng thêm từ 2 ~ 4 % để trừ hao hụt khi dự trù mua dây mới .
Ví dụ 2: Máy hàn điện MH 350 dùng điện 1 pha:
U1 = 220V / 380V ; U2 = 65V ~ 80V
Sơ cấp của máy quấn bằng dây đồng dẹt ( bọc hai lần sợi vải ) cỡ 2 x 10 có 160 vòng, chiều dài trung bình một vòng 0,65 m .
- Thứ cấp của máy quấn dây cáp đồng trần 50 (S = 50mm2) có 36 vòng, trung bình một vòng dài 1,5m, tính trọng lượng dây quấn?
Tiết diện dây quấn sơ cấp là:
S = a x b = 10 x 2 = 20 mm2
Chiều dài dây quấn sơ cấp :
l = 160 x 0,65 = 104 m
Trọng lượng dây quấn sơ cấp ( công thức 4-4 ) là :
G = 8,9 x 20 x 104 = 18,5 kg
Chiều dài dây quấn thứ cấp :
l = 36 x 1,5 = 54 m .
Trọng lượng dây quấn thứ cấp ( công thức 4-5 ) là :
G = 9,3 x 50 x 54 = 25,1 kg
Vậy khối lượng hàng loạt dây quấn máy hàn :
∑ G = 18,5 + 25,1 = 43,6 kg
Dự toán mua tròn 45 kg để trừ hao những đầu dây và hai lần cách điện .
Vật liệu cách điện dùng cho sửa chữa máy điện
1. Phân loại
Vật liệu cách điện quấn vào máy điện thường dùng cso : giấy, bìa cách điện, vải băng, lụa cách điện, vải sơn thủy tinh, téctolít, mica, bakêlit, … Căn cứ vào nhiệt độ số lượng giới hạn, để bảo vệ độ bền tuổi thọ của thiết bị là nhiệt độ được cho phép, người ta chia vật tư cách điện ra 7 cấp :
- Cấp Y: nhiệt độ cho phép 900C, hiện nay ít dùng vì chịu nhiệt kém, dễ hút ẩm gồm : vải, lụa giấy cách điện,… không tẩm sơn cách điện, không nhúng vào chất lỏng cách điện đều thuộc cấp này.
- Cấp A: nhiệt độ cho phép 1050C bao gồm những vật liệu trên như: vải, sợi, tơ lụa, giấy cách điện vật liệu từ xenlulô,… nhưng được tẩm sơn cách điện tốt. Loại này thường gặp ở những motor điện kiểu cũ, sử dụng ở vùng nhiệt đới không bền.
- Cấp E (AB): nhiệt độ cho phép 1200C gồm những loại như: màng lapsan, vải thủy tinh, một số màng tổng hợp hữu cơ khác được dùng rộng rãi cho các máy điện cỡ nhỏ và trung bình.
- Cấp B: nhiệt độ cho phép 1300C dùng vật liệu từ gốc vô cơ như: mica, amiăng, vải thủy tinh nhúng sơn cách điện chịu nhiệt độ cao, bakelit và các chất trùng hợp khác được dùng nhiều cho những thiết bị điện cần nhiệt đới hóa.
- Cấp F: nhiệt độ cho phép 1550C cũng là những vật liệu trên cơ sở mica, amiang chiuj nhiệt, không dùng các chất hữu cơ như vải, bìa cách điện.
- Cấp H: nhiệt độ cho phép 1800C, vật liệu chủ yếu là mica, amiăng, sợi thủy tin mềm với tổ hợp silic hữu cơ đàn hồi. Cấp này được dùng cho các máy điều kiện làm việc khắc nghiệt, nhiệt độ cao.
- Cấp C: nhiệt độ cho phép trên 1800C gồm vật liệu thủy tinh, thạch anh, sứ chịu nhiệt cao.
2. Bìa cách điện
Giấy và bìa cách điện được sản xuất từ xơ bông + xơ gỗ đã sunphát, bìa cách điện được dùng làm đệm lót trong những rãnh của motor điện, làm khuôn của máy biến áp, khung dây quấn động cơ cách điện cấp A .
Bìa được sản xuất thành cuộn ЭBT và ЭBC có chiều dày từ 0,1 ~ 0,5 mm. Loại bìa tấm ký hiệu ЭB thì chiều dày từ 1 – 3 mm, riêng bìa sản xuất từ xơ gỗ ký hiệu ЭMY hoặc từ xơ bông ký hiệu ЭMT hoàn toàn có thể sử dụng vào máy ngâm trong dầu cách điện .
3. Vải sơn cách điện
Tùy theo chất làm nền để phân biệt vài sơn cách điện bằng tên gọi khác nhau như : vải cách điện ( sợi bông ), lụa cách điện ( tơ ), vải caprông, vải thủy tinh .
Sauk hi đã tẩm sơn cách điện chúng mềm hơn và cách điện được nâng cao tốt hơn. Sơn để tẩm là sơn dầu ( vàng ) sơn bitum dầu ( đen ), sơn hoặc êmay silic hữu cơ. Dai nhát và mềm nhất là lụa, caprông tẩm sơn dầu. Vải sơn màu đen có đặc tính cách điện cao hơn màu vàng nhưng lại kém chịu dầu và những chất hòa tan khác .
Trừ vải thủy tinh tẩm sơn silic hữu cơ ( ΠCK, ΠC ) ( màu trắng ) được cho phép chịu ẩm, chịu nhiệt cao đến 1550C ( cấp B và cấp F ) còn toàn bộ những loại vải, lụa cách điện đều chỉ được quấn vào máy điện thao tác ở cấp A ( 1050C ) .
Phạm vi sử dụng đa phần của vỉa sơn cách điện là để lót vào rãnh động cơ, cách điện giữa những lớp dây, vòng dây, căn pha đầu nối của những thiết bị điện hạ thế. Vải sơn khi dùng phải cắt chéo 450C ( theo sợi dọc ) thì mới dai, dễ chịu và thoải mái kéo tốt hơn .
4. Mica
Micanit là vật tư cách điện có đặc tính cách điện cao, độ bền cao, chịu được nóng và khí ẩm. Có nhiều loại mica, tạm chia ra 3 nhóm :
- Micanit cứng dùng làm cách điện giữa những phiến cổ góp dày 1-2mm, ký hiệu Kφ – 1.
- Micanit mềm dùng để cách điện vòng dây và rãnh motor điện, ký hiệu ΓM hoặc Γφ có độ dày từ 0,2 ~ 0,5mm.
- Micanit định hình có ký hiệu φM, φC hoặc φφ (chỉ ghi hai chữ đầu) dùng để lót cách điện trong các máy điện đặc biệt, chịu nóng, điện áp cao.
Sơn cách điện
Sơn cách điện là một hỗn hợp những chất tạo màng sơn : Nhựa đường – bitum, dầu trầu, dầu lanh, … với những dung môi hữu cơ .
Khi sấy nóng sơn cách điện, dung dịch bay hơi, còn lại những chất gốc qua một quy trình hóa lý sẽ làm cho sơn khô, đóng cứng lại. Sơn cách điện có 3 nhóm :
1. Sơn tẩm
Để tẩm vào những cuộn dây của motor thiết bị điện, thường có hai loại sơn cấp A và sơn cấp B. Sơn cách điện cấp A trong nước sản xuất nhiều là sơn gốc bitum có ký hiệu 447 và 458, tuy chịu ẩm tốt nhưng kém chịu dầu, có màu đen .
Ở vùng nhiệt đới gió mùa, khí hậu nóng ẩm nên dùng sơn cách điện cấp B, sơn dầu gliptan, chất lượng tốt hơn. Hiện nay, khi sửa chữa thay thế máy điện ta thường dùng sơn Γφ95 của Liên Xô cũ hoặc 1154 của Trung Quốc có màu vàng sáng để tẩm dây máy điện, màng sơn chịu dầu. Sơn gliptan màu nâu sẫm do nhà máy sản xuất quốc phòng sản xuất hiện có bán trên thị trường, hiệu quả cũng như trên .
2. Sơn phủ
Sauk hi đã sơn tẩm, sơn phủ sẽ tạo một lớp màng nhẵn bóng để cuộn dây hoặc những chi tiết cụ thể cách điện bền chắc, chống ẩm tốt, chịu nhiệt độ, chịu dầu, chống mốc và hóa chất khác xâm nhập, chịu được hồ quang. Liên Xô cũ có nhiều loại sơn phủ “ men dầu gliptan ” như ” Γφ92 màu xám, sấy ở nhiệt độ 1050C mới khô để sơn phủ cuộn dây máy điện, XK màu đỏ để phủ những chi tiết cụ thể cách điện của máy điện, tự khô ở nhiệt độ 200C sau 24 giờ .
3. Sơn dán
Để dán những lá mica hoặc giấy vải cách điện với nhau, sơn những mặt ngoài và dán những lá thép kỹ thuật điện .
Trong 3 nhóm sơn cách điện nêu ở trên, thì sơn tẩm là quan trọng nhất so với thợ sửa chữa thay thế điện. Ta biết rằng, motor điện quấn bằng dây điện từ tráng men hoặc bọc sợi lót cách điện bằng bìa ЭB, nếu không tẩm sơn chỉ chịu được nhiệt độ thao tác là 900C ( cấp Y ). Vẫn dây và bìa như trên nếu đem tẩm sơn cách điện và sấy tốt thì cso thể chịu được nhiệt độ tới 1050C ( cấp A ) .
Như vậy, nhờ sơn tẩm mà cuộn dây tăng được tính chịu nhiệt. Sauk hi tẩm, sơn sẽ bịt kín những lỗ nhỏ giữa những vòng dây ở trong máy, bịt kín những lỗ mao quản của vật tư cách điện bằng xenlulzơ làm cho nó không hề hút ẩm, hút nước được nữa. Sơn tẩm làm tăng thêm sức chịu đựng điện áp của vật tư cách điện, tăng thêm sức bền cơ học và sức chịu mài mòn, tăng thêm năng lực tản nhiệt làm cho máy bớt nóng, …
Tẩm sơn cách điện khi quấn lại cuộn dây
Motor điện khi sửa chữa thay thế phải sơn thật tốt mới bảo vệ chất lượng và độ bền. Cần phải qua 3 quy trình : sấy chuẩn bị sẵn sàng – sơn tẩm cách điện – sấy khô .
1. Sấy chuẩn bị
Sau khi đã quấn và thử không tải, động cơ chạy tốt thì sẵn sàng chuẩn bị tẩm sơn cách điện .
Trong quy trình quấn dây, hơi ẩm hoặc mồ hôi tay hoàn toàn có thể xâm nhập vào dây, bìa cách điện, … nhất là loại dây bọc sợi càng dễ hút ẩm, nên trước khi sơn tẩm phải qua quy trình sấy sẵn sàng chuẩn bị để hơi ẩm bay ra hết .
Thời gian sấy từ 4 đến 12 giờ tùy theo loại máy nhỏ hay máy lớn, nhiệt độ sấy từ 1000C ~ 1100C .
2. Tẩm sơn cách điện
Sấy chuẩn bị xong, lấy động cơ ra ngoài để cho nhiệt độ hạ xuống khoảng 650C ~ 700C rồi mới tẩm sơn, vì nếu sơn ngay trong lúc máy còn nóng trên 700C thì sơn thấm vào cuộn dây bốc hơi quá mạnh tạo thành một lớp màng mỏng bao kín bên ngoài, chắn không cho sơn tiếp tục thấm sâu vào trong rãnh nữa, ngược lại nếu để nguội dưới 600C thì sơn cũng không đủ sức thấm sâu vào trong các khe dây.
Xem thêm: Phụ kiện quạt phun sương kangaroo
Khi tẩm sơn, đem stato nhúng hàng loạt vào chậu sơn khoảng chừng 5 phút, đến khi không có bọt nổi lên là được. Nếu chỉ có ít sơn cách điện hoặc những động cơ lớn không hề nhúng cả được thì dùng giải pháp dội sơn : dốc ngược động cơ lên, dội sơn vào hai đầu cuộn dây cho đến khi chảy thấm sang tận đầu kia, lật đi lật lại khi nào thấy sơn không hề ngấm vào trong nữa mới thôi. Sau đó để sơn nhỏ bớt đi mới cho vào lò liên tục sấy khô, không nên để bên ngoài quá 50% giờ .
3. Sấy khô
Sấy sau khi tẩm sơn là một giai đoạn rất quan trọng, phải đảm bảo sấy đúng nhiệt độ và thời gian quy định. Nếu không tuân thủ được hai điều kiện này thì sơn khô không tốt, cách điện của mô tơ điện sẽ kém. Hiện tượng mặt ngoài khô, phía trong dây còn dính là hậu quả của quy trình sấy không đúng.
Thông thường sấy ở nhiệt độ 1100C đến 1150C thời hạn sấy vào khoảng chừng 6-24 giờ tùy thuộc ký hiệu sơn và cỡ máy to hay nhỏ, kiểm tra độ cách điện lúc sấy thấy không thay đổi trong khoảng chừng 2 ~ 4 giờ, sở tay vào mảng sơn không còn dính mới coi là xong đợt sấy thứ nhất .
Cần chú ý quan tâm, lần tẩm đầu phải dùng sơn loãng, nếu sơn bị đặc thì lấy benzene và dầu thông hoặc lôluen + oai sprit 1/1 để pha sơn cho độ nhớt từ 20 ~ 30, sơn mới chui hết được vào những lỗ trong rãnh quấn dây .
Lúc mở màn sấy cần tăng nhiệt độ lên từ từ và sấy ở mức độ 600C ~ 700C trong 3 ~ 4 giowf, sau đó mới tăng lên 1100C ~ 1150C để tránh hiện tượng kỳ lạ lớp sơn mặt ngoài bị khô nhanh tạo thành màng kín, cản trở lớp sơn trong không hề khô hết được .
Công đoạn tẩm sơn lần thứ hai, dùng sơn đặc hơn, độ nhớt cao hơn ( ở 500C là 5 ~ 8 độ ) để cho sơn nhét kín những lỗ hổng còn lại, động tác sơn sấy cũng như lần trước .
Trong điều kiện kèm theo thay thế sửa chữa đồ điện gia dụng nhỏ không có lò sấy thì hoàn toàn có thể dùng bóng đèn 100W ~ 200W đặt trực tiếp vào stato ( không để chạm vào dây quấn ) rồi đậy kín lại, nhiệt độ trong thùng sấy đơn thuần này vẫn phải đạt khoảng chừng 1100C thì sau 10 ~ 20 giờ dây quấn mới khô tốt được .
Hợp kim dùng để hàn và cách hàn dây ở mô tơ điện
Khi quấn lại những motor điện, việc làm hàn được sử dụng để nối những dây dẫn với nhau, nối dây dẫn với phiến góp, nối những thanh đồng ở rô to, có khi phải hàn cả dây nhôm sao cho chắc như đinh ( đạt điện trở nhỏ ). Dùng điện xoay chiều hoặc điện một chiều từ 50V ~ 80V điện cực than để hàn dây đồng, dây nhôm trong stato thường được vận dụng ở những nhà máy sản xuất sản xuất máy điện .
Những chi tiết cụ thể lớn, những thanh đồng ở rô to phải dùng đèn hàn để hàn bằng thiếc nhưng thường không cho nóng quá 6000C, vì hoàn toàn có thể làm cho thiếc giòn, dễ gãy .
Trong việc thay thế sửa chữa điện, thường thì việc làm hàn được thực thi bằng mỏ hàn điện. Nhiệt độ nóng của mỏ hàn điện hoặc mỏ hàn đốt bằng than vào khoảng chừng 4000C, đầu mỏ hàn phải dũa phẳng và tráng thiếc thật sáng thì mối hàn mới ăn thiếc. Hàn những đầu dây phần ứng của máy điện một chiều, máy điện vạn năng vào phiến góp thì đầu mũi đồng của mỏ hàn phải tẩm thiếc, có chiều rộng bằng với phiến góp và nằm ôm sát với vật hàn và phiến góp .
Que hàn có hai loại: loại mềm và loại cứng
1. Que hàn mềm
Là kim loại tổng hợp chì + thiếc được sản xuất theo dạng thỏi, dây và ống rỗng ( trong có nhựa thông ) ký hiệu ΠOC .
– Loại ΠOC – 30 có 30 % thiếc, 2 % antimony, 0,15 % đồng, còn lại là chì. Nhiệt độ nóng chảy là 2500C dùng để hàn những cụ thể bằng đồng, đồng than dẫn điện, dây dẫn có tỷ lệ dòng điện nhỏ, không chịu lực ( lực kéo dưới 55 N / mm2 ) .
– Loại ΠOC – 40 có 40 % thiếc, antimony và đồng tỷ suất như trên, còn lại là chì. Nhiệt độ nóng chảy là 2460C dùng để hàn những chi tiết cụ thể của thiết bị điện, dây quấn máy điện, loại này tốt hơn và chảy láng hơn loại ΠOC – 30 .
– Loại ΠOC – 60 kim loại tổng hợp có tới 61 % thiếc, 2 % antimony, 0,1 % đồng, còn lại là chì nên có độ chảy lỏng cao, dùng để hàn dây nhỏ, cổ góp cửa máy hàn điện, máy điện một chiều .
Để mối hàn được chắc như đinh, thiếc gắn chặt với sắt kẽm kim loại thì những cụ thể trước khi hàn phải được làm sạch hết dầu mỡ, gỉ, muội sơn, màng ôxit, … bằng dao cạo kỹ và đánh giấy ráp ( giấy nhám ). Dây hàn phải được xoắn chặt hoặc lắp ghép với nhau cho có khe hở thật nhỏ, lớp thiếc hàn càng mỏng mảnh thì chỗ nối càng bảo vệ chắc như đinh .
Sau khi đã làm sạch, đầu hàn được tẩy sạch bề mặt bằng nhựa thông rồi mới hàn. Tuyệt đối khong được dùng axit pha với kẽm làm chất trợ dung khi sửa chữa thay thế motor điện vì chất clorua kẽm này sẽ làm hỏng cách điện và mối hàn sẽ bị gỉ mạnh ( hàn axit mối hàn dễ bám thiếc, chỉ dùng hàn những vật không cần cách điện ) .
Khi hàn cổ góp điện nên lấy nhựa thông ( 20 % ) pha trong cồn công nghiệp ( 80 % ) tạo thành dung dịch bôi vào chỗ cần hàn, để thiếc hàn chảy láng bóng, mối hàn chắc và đẹp, khogon chập mạch .
Trường hợp hàn những thanh đồng ở rô to bằng que hàn mềm phải thực thi thành hai quy trình :
- Đầu tiên tráng thiếc mỏng lên những bề mặt thanh đồng cần hàn cho đều, sau đó mới ghép các chi tiết này lại với nhau, tiếp tục hàn chúng lại cho chắc chắn. Tráng thiếc vào các thanh đồng, dây dẫn điện thường thực hiện bằng cách nhúng chúng vào trong nồi thiếc đã nấu chảy cho ăn đều rồi lấy ra lau sạch, chỉ để một lớp thiếc thật mỏng.
2. Que hàn cứng
Khi hàn những cụ thể cần độ bền lớn ( trên 280 N / mm2 ) những motor điện quay vận tốc cao, hàn dây quấn rô to động cơ, máy phát quấn thanh đồng dẹt, những đầu ra của máy biến áp lớn, máy hàn điện, … người ta dùng que hàn cứng, kim loại tổng hợp bạc hoặc hợp kim đồng phốtphoric ( Mφ1 – Mφ3 ) nhiệt độ nóng chảy từ 765 ~ 8500C, mối hàn được hàn bằng đèn hàn .
Thuốc hàn là boric tôi ( còn gọi là hàn the để tẩy sạch ) .
Trong nghề điện có khi còn phải hàn nhôm : thanh cái nhôm, dây nhôm, … bằng que hàn mềm .
Đây là que hàn kim loại tổng hợp thiếc – cadimi có tên là Avia ( Avia 1 có 55 % thiếc, 20 % cadimi, 25 % kẽm, độ nóng chảy 2000C, còn Avia 2 có mối hàn chảy loãng hơn thì chỉ có 40 % thiếc, 20 % cadimi, 25 % kẽm, 15 % nhôm ) .
Thuốc để hàn nhôm là hỗn hợp của nhiều chất hóa học có công dụng làm sạch mặt phẳng, tẩy lớp ôxit .
Có thể dùng công thức đơn giản nhất gồm:
Silicofluorure sodium Na3AlF6 55 % + NaCl 45 %
Trộn lại tán nhỏ, khi dùng hòa nước trộn thành hồ rồi dùng bút lông chấm quét lên mối hàn .
Than điện, phạm vi sử dụng và thay thế chổi than
Chổi than dùng trong máy điện là một cụ thể rất quan trọng, phải chọn viên than thế nào để khi thao tác lâu mòn, không làm hỏng cổ góp điện hoặc vòng trượt, không gây ra tia lửa, …
Chọn than điện phải quan tâm đến những đặc tính như : độ cứng, điện trở suất, tỷ lệ dòng điện được cho phép, thông số ma sát của than. Ngoài ra, còn phải địa thế căn cứ vào vận tốc quay của máy mà chọn than điện cho thích hợp, áp suất của viên than đè xuống cổ góp cũng phải kiểm soát và điều chỉnh cho đúng với từng loại máy, hoàn toàn có thể lấy như sau :
- Những động cơ vạn năng:
máy bơm nước
, máy công cụ cầm tay, máy may, máy điện một chiều nhỏ,… là 150 ~ 200 g/cm2.
- Những máy điều kiện làm việc nặng, cường độ lớn như: động cơ máy khởi động ô tô, máy cán thép, máy trục, máy hàn điện,… từ 200g/cm2 ~ 250g/cm2.
Chổi than thường chia ra làm mấy loại :
- Than cacbon – garaphit (ký hiệu T) có màu đen, hạt thô chỉ dùng cho các máy điện nhỏ, dòng điện định mức thấp, tốc độ quay không cao, từ 10 ~ 12 m/s.
Mật độ dòng điện định mức của than T từ 6 ~ 8 A / cm2 .
- Than graphit thiên nhiên (ký hiệu Γ) có đặc điểm mềm hơn than cacbon, than Γ có chất lượng tốt hơn than T nên được dùng cho những máy có tốc độ 12 ~ 25 m/s.
Mật độ dòng điện định mức khoảng chừng 10 ~ 12 A / cm2
- Than graphit điện phân (ký hiệu ЭT) màu đen bóng, hạt mịn là loại tốt nhất được dùng vào những máy có tốc độ nhanh từ 25 ~ 45 m/s, mật độ dòng điện của nó được tới 14A/cm2.
- Than đồng graphit (ký hiệu MΓ) có màu đồng mắt cua có thể dẫn được dòng điện lớn hơn các loại trên nên được dùng rộng rãi trong các máy phát điện, máy hàn điện, motor rô to quấn dây. Mật độ dòng điện định mức từ 15 A/cm2 ~ 20 A/cm2. Cách chọn than và thay thế than điện tham khảo ở bảng 7 và bảng 8.


Vòng bi dùng trong motor điện
1. Lắp vòng bi
Vòng bi ngày càng được sử dụng nhiều trong máy điện, những động cơ không đồng nhất từ cỡ 1 đến cỡ 9 đều sử dụng vòng bi vì nhiều ưu điểm hơn hẳn bạc đạn ( cút xinê ) ở chỗ sử dụng đơn thuần, bảo vệ thuận tiện, đỡ tốn dầu bôi trơn, đồng thời động cơ lắp vòng bi thì khe hở không khí giữa rô to và stato hoàn toàn có thể giảm xuống, cho nên vì thế cos φ và hiệu suất động cơ được tăng lên đáng kể .
Vòng bi có rất nhiều chủng loại để tương thích với từng nhu yếu đơn cử : cấp đúng mực cao hay thông thường, tải trọng nặng hay nhẹ, động cơ trục đứng phải dùng vòng bi chắn và đỡ, động cơ trục ngang thì hoàn toàn có thể dùng vòng bi đỡ cũng được, đây là việc làm của người phong cách thiết kế. Nếu vòng bi đã mòn thì khi thay thế sửa chữa phải theo đúng ký hiệu cũ của vòng bi .
Vòng bi chỉ được tháo khỏi trục bằng vam, khi bi đã dơ cần phải thay ( bi còn tốt thì bảo trì không được tháo bi khỏi trục ). Trước khi tháo phải làm sạch những lớp gỉ ở trục phía ngoài vòng bi. Nếu bị gỉ, bị kẹt khó tháo cần làm nóng vòng bi ( đổ dầu đã đun nóng, k dùng vòng sắt nung đỏ ốp phía ngoài vòng bi, … ) rồi mới dùng vam ( a ráp ) để lôi vòng bi ra .
Đặc biệt lắp bi vào trục phải làm cẩn trọng, nếu lắp không tốt dù vòng bi mới nhưng cũng sẽ làm bi kém phẩm chất, nhanh hỏng. Lắp vòng bi mới cần làm theo trình tự sau :
- Rửa sạch mặt tiếp xúc của vòng bi với trục rô to bằng dầu hỏa.
- Lau sạch trục rô to, kiểm tra cổ trục phải thật bóng không có một vết gợn, sau đó bôi một lớp vadơlin mỏng hoặc dầu nhờn vào trục.
- Luộc vòng bi trong dầu máy biến thể tinh khiết ở nhiệt độ 800C cho nó nở ra để dễ lắp vào trục.
- Lắp vòng bi vào trục ở trạng thái nóng 700C – 800C dùng ống đống (φ trong to hơn trục) để tống dần vòng bi vào trục (không được đóng trực tiếp bằng búa sắt vào vòng bi).
Sauk hi lắp vòng bi vào hết cổ trục, chỉ cho 2/3 lượng mỡ vào ổ bi. Lắp ráp xong rô to động cơ phải quay nhẹ đều, êm khôgn có tiếng lạo xạo .
Trường hợp chỉ bảo trì thì dùng dầu hỏa hoặc dầu “ ga đoan ” rửa sạch hết mỡ cũ, lấy vải lau khô bi rồi cho mỡ đúng quy cách vào lúc 2/3 nắp chứa mỡ. Không nên cho đầy mỡ, sẽ làm nóng bi khi quản lý và vận hành và làm bi nhanh hỏng .
2. Ký hiệu của vòng bi
Cách ghi size của vòng bi được thống nhất giữa những nước, thường có 2 đến 7 số lượng đặc trưng cho đường kính trong, hạng loại và cấu trúc của vòng bi .
- Đường kính trong: 2 con số cuối cùng (số hàng đơn vị và số hàng chục) dùng để chỉ đường kính trong d của vòng bi, có 3 trường hợp:
- Những vòng bi đường kính trong nhỏ hơn 10mm thì con số cuối cùng (hàng đơn vị) chính là số chỉ đường kính trong của nó. Những vòng bi nào chỉ ký hiệu có hai con số hoặc những vòng bi ký hiệu bằng một dãy số mà con số hàng trăm (số thứ 3 tính từ bên phải sang trái) là số 0 thì đây là vòng bi có đường kính trong nhỏ hơn 10mm và con số cuối cùng chỉ đường kính trong d.
Ví dụ:
Vòng bi ký hiệu 35 thì đường kính trong là 5 mm ; vòng bi ký hiệu 1009 thì đường kính trong là 9 mm .
Những vòng bi đường kính trong từ 10 – 20 mm chỉ có 4 loại và ký hiệu bằng hai số lượng ở đầu cuối như sau :
- 00 đường kính trong 10mm
- 01 đường kính trong 12mm
- 02 đường kính trong 15mm
- 03 đường kính trong 17mm
Ví dụ:
Motor máy may ASPA dùng vòng bi Liên Xô cũ ký hiệu 1200 thì đường kính trong là 10 mm .
Quạt trần Phong Lan lắp bi Nhật ký hiệu 6203 có đường kính trong 17 mm .
Những vòng bi có đường kính trong d từ 20 mm trở lên thì lấy số lượng cuối cùng nhân với 5 sẽ tìm ra đường kính trong d của vòng bi .
Ví dụ:
Động cơ ĐK 42-4 ; 2,8 kW lắp vòng bi ký hiệu 306 thì đường kính trong là d = 6 x 5 = 30 mm .
Vòng bi motor điện 10 kW ký hiệu 6310 thì đường kính trong là d = 10 x 5 = 50 mm ( bảng 9 và 10 ) .
Hạng của vòng bi
Nói lên mức độ chịu tải của nó. Tính chất này được đặc trưng bằng số lượng hàng trăm nếu d > = 10 và bằng số lượng hàng chục khi d < 10 mm .
- Nếu ghi số 1 là vòng bi đặc biệt nhẹ.
- Số 2 là tải trọng nhẹ.
- Số 3 là tải trọng trung bình.
- Số 4 là tải trọng nặng.
- Số 5 là nhẹ, rộng.
- Số 6 là trung bình rộng.
- Số 7, số 8 là không xác định.
- Số 9 là phi tiêu chuẩn.
Ví dụ :
Vòng bi đỡ quạt trần trên nhà Diamond Trung Quốc ký hiệu 6202 là vòng bi hạng nhẹ có đường kính trục d = 15 mm .
Vòng bi motor cỡ 7 Liên Xô cũ hiệu suất 20 kW vận tốc 1500 vòng / phút có ký hiệu 6312 là vòng bi tải trọng trung bình có đường kính trong là : d = 12 x 5 = 60 mm .
Vòng bi 60024 là loại hạng nhẹ có đường kính trong d = 4 mm .
Loại vòng bi
Để chỉ đặc thù thao tác, vị trí sử dụng vòng bi, đặc thù này được đặc trưng bằng số lượng hàng nghìn trong ký hiệu vòng bi ( số thứ 4 tính phải sang trái ). Những vòng bi chỉ có 2 hoặc 3 số lượng thì số để chỉ loại vòng bi là số 0, vòng bi 306 chính là 0306 .
- Số 0 là vòng bi đỡ.
- Số 1 là vòng bi đỡ nhào.
- Số 2 là vòng bi đỡ đũa.
- Số 3 là vòng bi đỡ nhào, bi đũa.
- Số 4 là vòng bi đỡ bi kim.
- Số 5 là vòng bi đũa lò xo.
- Số 6 là vòng bi chắn đỡ.
- Số 7 là vòng bi côn.
- Số 8 là vòng bi chắn.
- Số 9 là vòng bi chắn, bi kim.
Các số lượng thứ 5, 6, 7 tính từ phải sang trái để chỉ sự cấu trúc của vòng bi, ngoài những có vòng bi còn ghi chữ A là cấp đúng mực đặc biệt quan trọng cao : chữ B là cấp đúng mực cao, chữ H hoặc không ghi chữ là vòng bi thường thì .


Dầu mỡ dùng cho mô tơ điện
1. Dầu nhờn
Chất lượng của dầu nhờn xác lập bằng những chỉ tiêu chính là : độ nhớt của dầu, sự biến hóa của độ nhớt khi nhiệt độ đổi khác ( chỉ số độ nhớt ), nhiệt độ đóng đặc, độ ăn mòn, han gỉ, độ bền chống ôxy hóa cao, tính không thay đổi của dầu để khi nhiệt độ cao dầu không bị biến chất, nhiệt độ bén lửa, hàm lượng tro và tạp chất trong dầu nhờn .
Người ta chọn dầu cho từng loại máy theo độ nhớt, dùng dầu có độ nhớt quá thấp, dầu sẽ bị chảy ra khỏi bạc và làm cho trục, bạc nhanh mòn. Nếu dầu có độ nhớt cao lại tốn nhiều hiệu suất để khắc phụ ma sát, làm nóng máy. Chọn dầu đúng độ nhớt sẽ thuận tiện lưu thông hàng loạt những chi tiết cụ thể cần bôi trơn, độ nhớt biến hóa ít khi nhiệt độ đổi khác, thuận tiện tản nhiệt khỏi mặt phẳng ma sát, bảo vệ chịu được áp suất cao, có năng lực làm cho bạc, vòng bi ít hao mòn, bảo vệ độ bền .
Dầu phải có tính năng bôi trơn những ổ trượt ( bạc ) và vòng bi motor điện để giảm ma sát, dầu còn có tính năng làm mát. Động cơ điện chạy bạc phải tiếp tục kiểm tra, nếu cần phải đổ thêm dầu đến vạch mức đã ấn định. Nếu không có vạch thì nhìn trực tiếp vào vòng dầu, vòng vớt dầu phải nhúng xuống ¼ ~ 1/5 đường kính của nó. Những máy mới sau khi thao tác từ 200 – 300 giờ phải thay dầu khác. Kỳ hạn thay dầu trong khoanh vùng phạm vi từ 3 – 6 tháng ( ở nơi nhiều bụi bẩn, nóng phải thay dầu sớm ) những loại dầu thường dùng là :
- Công nghiệp 20 : độ nhớt 0,017 ~ 0,020 Paxcan/giây, để bôi trơn ổ trượt (bạc) các máy điện tốc độ cao.
- Công nghiệp 30 : độ nhớt 0,024 ~ 0,027, dùng cho motor điện làm việc nặng, tốc độ trung bình.
- Công nghiệp 45 : độ nhớt 0,034 ~ 0,040 dùng cho máy điện có tốc độ thấp.
Bạc, vòng bi cần được kiểm tra hàng ngày qua tiếng kêu, nhiệt độ và độ rung .
Thường bạc được cho phép nhiệt độ cao nhất là 800C, vòng bi không được vượt quá 900C. Nếu nóng quá mức thông thường hoàn toàn có thể do dầu mỡ đã hết độ nhờn, bị bẩn, thiếu hoặc thừa dầu mỡ, vòng bi bị kẹt, vòng dầu không tưới dầu lên trục hoặc đã bị mòn, bị vỡ. Kinh nghiệm nếu máy chạy mà dầu có hiện tượng kỳ lạ sủi bọt là đã bị bẩn, có lẫn tạp chất sắt kẽm kim loại, nước, axit, … tiếng rít chối tai là vòng bi, bạc đạn hết dầu mỡ hoặc bị kẹt. Tiếng gõ lạch cạch đều nhịp là vòng bi, bạc đạn bị mòn xước có bụi cứng lọt vào, máy chạy nghe đều và êm là vòng bi, bạc đạn còn tốt .
Hiện nay có nhiều loại dầu nhờn hoàn toàn có thể sửa chữa thay thế như dầu nhờn của hãng Shell BP ký hiệu từ Vistra 9 đến Vistra 46 là dầu khoáng sản xuất từ dầu mỏ paraphin, được tinh chế tinh lọc không qua phụ gia, có chỉ số độ nhờn cao, tính chống tạo cặn, tạo màng dùng trong hệ tuần hoàn và những hệ bôi trơn kín khác ( bảng 11 ) .
Dầu nhờn độ nhớt thấp Vistra 9 đến Vistra 22 hoàn toàn có thể dùng để bôi trơn những cơ cấu tổ chức có vận tốc cao, loại có độ nhớt cao như Vistra 100 – 150 đến 460 dùng bôi trơn mạng lưới hệ thống bánh răng kín của máy công nghiệp ( kiểu xilanh, côn, trục vít ) .

2. Mỡ đặc
Mỡ để bôi vào vòng bi ( khác với loại mỡ bảo trì ) công dụng chính để giảm ma sát, để bảo vệ vòng bi khỏi bị ăn mòn, gỉ. Cho mỡ không đủ, lựa chọn không đúng loại, mỡ dùng quá thời hạn, cho mỡ vào vòng bi dưới ảnh hưởng tác động những yếu tố bên ngoài như khí hậu nóng ẩm, môi trường tự nhiên bụi bờ và yếu tố bên trong mô tơ điện : nhiệt độ, áp suất, tải trọng đều làm tiêu tốn nhiều chất bôi trơn, làm mỡ bị lão hóa, bị khô đều gây cho vòng bi nhanh hỏng .
Cho mỡ vào vòng bi nhiều quá cũng làm vòng bi bị nóng, khi thao tác mỡ bị chảy, hại bi. Động cơ dùng ở nơi khí ẩm không nên sử dụng mỡ có gốc natri, côngtalin tuy chịu nóng cao nhưng mỡ này lại dễ hòa tan trong nước. Mỡ gốc canxi ( như xôliđôn ) tuy có độ nhỏ giọt thấp ( 750 ~ 900 ) nhưng không hòa tan khi gặp nước nên hoàn toàn có thể dùng ở nơi khí ẩm. Động cơ điện sau 4000 giờ thao tác phải thay mỡ mới vào vòng bi. Có thể tìm hiểu thêm cách chọn mỡ ở bảng 12 .

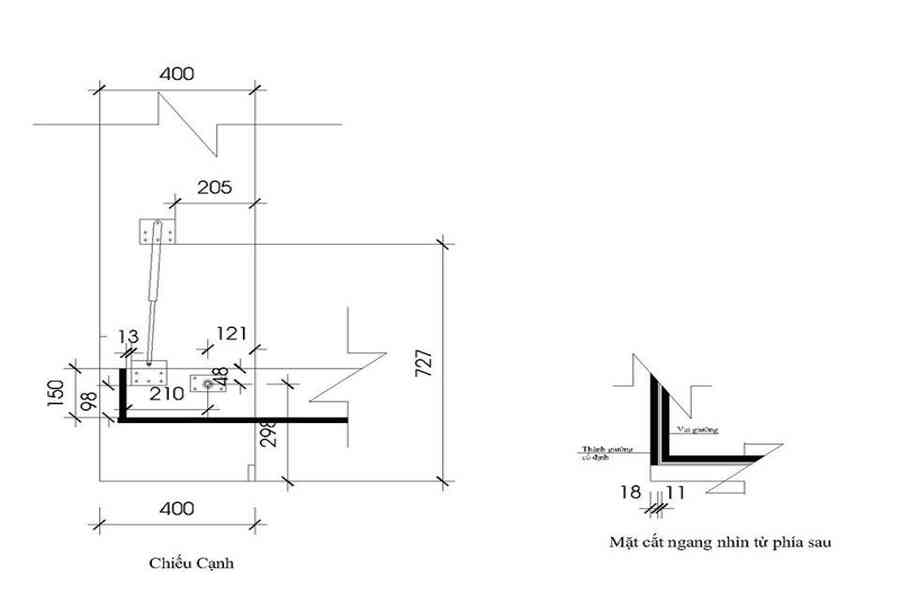
Tự chế Rônha để thử cuộn dây motor điện
1. Rônha là gì ?
Rônha là một máy dò chập mạch kiểu xách tay dùng để phát hiện chỗ ngắn mạch giữa những vòng dây ở stato và rô to của motor điện một chiều và mô tơ điện xoay chiều dựa vào nguyên tắc cảm ứng điện từ. Khi tự chế máy này thì khung từ hoàn toàn có thể chọn theo 2 kiểu, tùy nhu yếu thử nghiệm .
2. Kiểm tra phần ứng
Khi cần kiểm tra phần ứng của motor điện 1 chiều hoặc kiểm tra rô to máy khoan điện, máy mài, máy bào tay, mô tơ bơm nước,…thì dùng lõi thép silic có hình dạng như hình 4-1 ghép lại để đạt kích thước S = 5 x 8 = 40 cm2.
Cuộn dây cấp điện vào rônha dùng điện xoay chiều 220V được quấn bằng điện từ cỡ d = 1,2 mm .

w = ( 60 x U ) / S = ( 60 x 220 ) / 40 = 330 vòng ( lấy tròn 350 vòng )
Cách kiểm tra:
- Đặt rô to lên rônha rồi cấp điện vào máy, dùng lưỡi cưa sắt mỏng rà vào các rãnh của rô to, rãnh nào đặt lưỡi cưa bị hút mạnh rung lên là cuộn dây quấn trong rãnh ấy bị chập mạch, hư hỏng.
- Nếu cần kiểm tra cuộn dây phần cảm (đã tháo khỏi vỏ) thì rônha phải đấu nối tiếp với 1 ampe kế xoay chiều (hình 4-1b)
Đặt cuộn dây lồng qua một thanh thép non để khép mạch từ, sau đó cắm điện vào máy .
Bình thường cuộn dây còn tốt thì ampe kế chỉ ở mức cố định và thắt chặt đã lưu lại bằng một vạch sơn đỏ, nếu cuộn dây bị chập mạch thì kim đồng hồ đeo tay sẽ vọt lên quá mức vạch đỏ : chập mạch càng nhiều thì kim đồng hồ đeo tay càng vọt lên mạnh. Rônha có lắp đồng hồ đeo tay cũng dùng để kiểm tra rô to thuận tiện bằng mắt, không phải dò tay bằng cảm tính qua lưỡi cưa sắt nữa .
3. Kiểm tra cuộn dây stato
Kiểm tra cuộn dây stato những mô tơ điện xoay chiều thì khung từ của rônha phải làm nhỏ để lần lượt đặt vào từng rãnh của động cơ có dây quấn, size của khung từ như hình 4-2 .

Điện nguồn xoay chiều cấp vào máy thử là 220V với size khung từ S = 1,5 x 3 = 4,5 cm2 được dùng dây quấn cuộn A :
d = 0,2 ~ 0,25 m
w = 3000 vòng
Cuộn B quấn vào lõi thu tín hiệu 2V nếu dùng Led .
Xem thêm: Phụ kiện quạt phun sương kangaroo
Cách kiểm tra: (khi chỉ dùng 1 khung từ A)
- Tháo hết cầu đấu tam giác ở hộp đấu dây (nếu trong bộ dây có những nhánh song song cũng phải cắt rời), tháo động cơ để lấy rô to ra ngoài.
- Đặt khe hở ở miệng Rônha cho trùng với rãnh của stato để dưới ảnh hưởng của từ trường biến đổi thì cuộn dây ở stato đang được kiểm tra nằm trong trường này sẽ xuất hiện sức điện động cảm ứng: nếu các vòng dây khép kín (chập mạch) thì trong mạch sẽ có dòng điện xoay chiều chạy qua và tạo nên một từ trường ở rãnh bị chập mạch.
- Đặt lưỡi cưa thử vào rãnh động cơ bị chập sẽ thấy lưỡi cưa bị hút rung lên (hình 4-3).
- Khi thử bằng lưỡi cưa cần phải quen và có kinh nghiệm mới phát hiện được chính xác. Muốn dễ dàng thì làm thêm một bộ phận thu tín hiệu (hình 4-2b) gồm lõi thép B (kích thước như lõi A) đặt cùng trục với lõi A (bắt cố định 2 lõi bằng vật không dẫn từ như nhôm, đồng), trên lõi B quấn 1 cuộn dây 2 ~ 2,5V nối thẳng ra 1 bóng đèn báo hiệu (đèn pin hoặc đèn Led).

- Khi cần kiểm tra chỉ cần lần lượt đặt 2 rãnh của máy dò vào các rãnh stato cần thử, nếu các cuộn dây stato tốt thì không có dòng điện cảm ứng: bộ phận thu tín hiệu B sẽ không làm việc nên bóng đèn không sáng. Trường hợp rãnh đặt cuộn dây nào đó bị chập mạch: lõi B sẽ nhận được từ trường biến đổi và cuộn dây 3 sẽ xuất hiện sức điện động cảm ứng làm sáng bóng đèn tín hiệu, báo cho ta biết là rãnh đó bị chập mạch phải tháo ra quấn lại.
Source: https://dichvusuachua24h.com
Category : Gia Dụng